龙门式门板加强筋点焊机的主机架设计成龙门框架结构,采用两套苏纳尔中频逆变直流焊接电源,4套加压机构,前进后出自动步进输送系统。单面双点焊接工艺,2套焊接电源连接4个电极,焊接2条加强筋时,4个焊头同时加压,可同时放电焊接或依次放电焊接。
龙门式门板加强筋点焊机的动作分析:
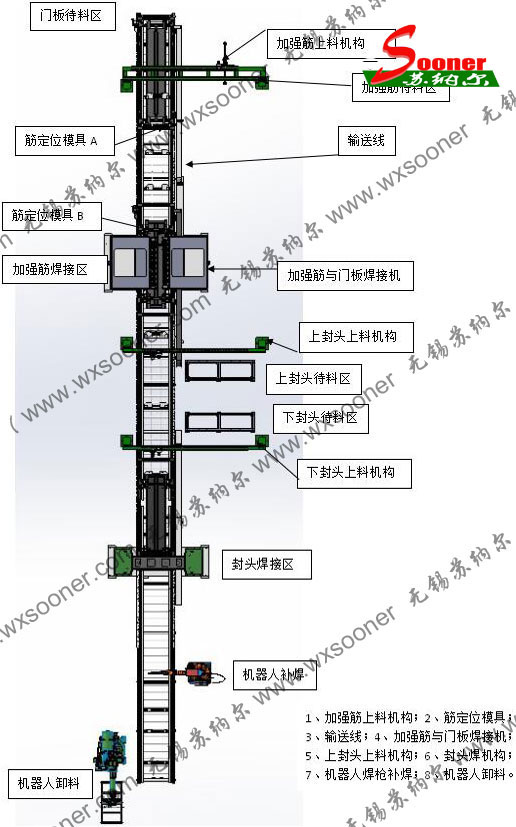
焊接1条加强筋时,只有单个电源和2个焊头工作。门板由机器人抓取放置在输送架定位工位上,步进系统的定位机构定位,加强筋为甲方机械手抓取,并将加强筋放置并定位在底板上,龙门式多头点焊机输送架上的移动小车将定位好的底板及加强筋夹紧送进焊接区,并步进焊接。焊接完成后,移动小车将焊接完成的工件松开,移动小车返回抓取另一待焊工件,焊接完成的工件在输送线的滚轴上往下一工序移动。加压机构安装在龙门机架的燕尾槽上,可以横向随意调节。定位机构可以手工调节,方便不同规格的产品定位。步进系统为伺服电机与同步带驱动。
龙门式门板加强筋多头点焊机设备自配了储气罐,以稳定气源压力。进气口安装有气压开关,具有气路气压过低报警功能,并能给出切断信号。设有水压过低和水流量过小报警功能,并能给出切断信号。水路部分是设备焊接和工作过程的冷却系统。它负责逆变器、中频变压器变压器和焊头部分的冷却。水路系统主要由水流透视管、管路、水过滤器和汇流板等组成。采用PLC控制动作程序,人机界面显示运行参数、设定参数及手动自动选择等。可储存多组程序,方便焊接不同规格产品。多组感应开关,无工件或工件、气缸不到位,下一程序将不工作。

中频逆变电源系统介绍:
由中频逆变控制器、中频逆变器和中频变压器等组成。中频控制器是通过编程软件的程序指令及各种参数的设定完成自动检测、自动焊接、逐级复位、安全保护等项工作。SN-MF控制器采用微机控制、多组程序,具有功率因素等自动校正、变压器过热保护、电压波动补偿等优点,且带有工作常用参数设计,方便操作者使用。中频逆变器是引进德国先进的技术,结合多年的焊接经验开发而成,其主要逆变器件如IGBT、SCR及驱动模块全部采用德国进口元件,确保其质量的可靠和稳定性;中频控制器:本控制器采用微型计算机控制,故能获得精确之控制量,具有功率因数自动较正、变压器过热保护、电压波动补偿等优点,采用全中文显示且带有工作常用参数设定,方便操作者使用。
门板加强筋点焊机可同时生产层门板、轿门板、轿壁等系列产品,其主要特点如下:
1)较少的使用机器人本体,采用X轴Y轴Z轴伺服电机作驱动,来满足零件的加工工艺,使整条线的造价低。
2)采用中频逆变点焊机,点焊板面时压痕小,使电网平衡无冲击波动。
3)采用特种工艺在焊接过程中没有飞溅,在焊接不锈钢时零件不会产生发黑现象。
门板加强筋点焊机部分有多头点焊机和龙门式多头点焊机(龙门点焊机)两种形式,均采用中频逆变焊接电源,具备中频逆变电阻焊的所有优势,在电梯门板焊接工艺质量的保证和提高方面起着举足轻重的作用。